Segmentation and Packaging of the Vermont Yankee Reactor Vessel and Internals

AUTHORS
Mark Criscione, John Mayer, Thaddaeus Zuber
Orano DS, LLC
PRESENTED
ABSTRACT
Late in 2022, Orano Decommissioning Services LLC (ODS) completed the full segmentation, packaging, and disposal of the Reactor Vessel (RV) and RV Internals (RVI) at the Vermont Yankee Nuclear Power Station (VY), a GE BWR-4 design, 620 MWe commercial nuclear power plant. The accelerated decommissioning project was completed in less than 4 years with more than 270,000 continuous safe work hours. This project represented the first full segmentation decommissioning of a commercial-scale boiling water reactor in the U.S. and presented the opportunity to demonstrate several First-of-a Kind technologies.
The VY decommissioning project execution involved the full segmentation of the RV and RVI components as opposed to removal of the vessel while relatively intact. The full segmentation method was chosen early in project planning due primarily to the size of the RV and the limited locally accessible transportation infrastructure.
Segmentation was accomplished utilizing a variety of technologies selected to best meet the challenges presented by reactor geometry, packaging plans, and operating environment. Segmentation was completed within both dry and underwater environments, and typically in a remote fashion to achieve As Low As Reasonably Achievable (ALARA) dose rates to on-site staff.
 Segmentation of the RV Closure Head, select upper RVI components, and the RV Bottom Dome required long, straight cuts through complex geometries, including cuts across the full diameter of the RV. These cuts were efficiently
accomplished using Diamond Wire Sawing (DWS), which provided a number of advantages including remote operation in both dry and underwater environments.
Segmentation of the RV Closure Head, select upper RVI components, and the RV Bottom Dome required long, straight cuts through complex geometries, including cuts across the full diameter of the RV. These cuts were efficiently
accomplished using Diamond Wire Sawing (DWS), which provided a number of advantages including remote operation in both dry and underwater environments.
The steam dryer was segmented in dry conditions utilizing DWS. The dryer cartridges were left in place and no internal stabilization (grouting) was required. This is a significant achievement of the project as it is the first BWR steam dryer to be segmented in this manner in the United States.
A remotely operated abrasive water jet (AWJ) cutting system was used to segment the majority of the higher activity RVI components. This system was selected primarily based on its ability to cut precisely through a variety of materials with low reaction forces and in areas that would challenge other technologies. The use of AWJ cutting supported dense, highly efficient packing within the RWC system.
The majority of the RV was segmented using a combination of a large, purpose-built circular saw with integrated lifting capabilities and a stationary thermal cutting system.
High activity LLW, including Class B/C and high activity Class A, was packaged and shipped using the new Orano Transnuclear (OTN) Radioactive Waste Canister (RWC) system. This system is based on the highly successful NUHOMS® fuel storage system and utilizes many of the original system components with the addition of a purpose-designed waste storage liner. The RWC’s relatively large usable waste volume helped minimize the number of cuts required to support efficient packaging.
The RV, RV Closure Head, and portions of the upper RV Internals components were lower activity Class A waste and thereby packaged into very large custom boxes, designed to maximize disposal volume while remaining within the size envelope required by the rail carrier. This large volume disposal method allowed the project to minimize the segmentation required to dispose of these components.
 Several RWCs were used to package Class A, B,
and C waste. OTN had designed and fabricated an MP197HB
dual-purpose transport cask for commercial use prior to work starting at Vermont Yankee. This was the first time this transport cask had been used, and it transported seven loaded RWCs from Vermont to WCS in West Texas via railway safely and efficiently.
Several RWCs were used to package Class A, B,
and C waste. OTN had designed and fabricated an MP197HB
dual-purpose transport cask for commercial use prior to work starting at Vermont Yankee. This was the first time this transport cask had been used, and it transported seven loaded RWCs from Vermont to WCS in West Texas via railway safely and efficiently.
Standard commercial waste transport containers (ATS-215, 14-170, Supersacks, 200L Drums) were used to package and transport the remaining segmented wastes. Greater than Class C (GTCC) wastes were packaged into the legacy vertical storage system and placed onto the existing Independent Spent Fuel Storage Installation (ISFSI) pad.
The project initiation phase was completed in August 2017 and established a high-level, full segmentation plan. Subsequently, the engineering and design phase focused on developing a refined and complete segmentation and packaging strategy, including the identification of waste streams and disposal containers, the design and specification of necessary segmentation and packaging equipment, and the development of detailed work execution procedures. ODS started site mobilization activities in February 2019, including initial major equipment delivery and setup, establishment of work and storage areas, and necessary infrastructure commissioning after operations to remove all remaining used fuel from the reactor building were completed.
Project performance began in June 2019 with the segmentation of the first major component, the RV Closure Head, and transitioned directly into RVI segmentation and disposal. RVI efforts finished in September of 2021, and RV segmentation completed in August of 2022. During this process, GTCC waste had been stored in the used fuel pool. During the final phase of the project, GTCC waste was placed in a HOLTEC Non-Fuel Waste Canister (NFWC) and transferred to the site’s Independent Spent Fuel Storage Installation (ISFSI) pad, thus completing the RV / RVI segmentation and removal efforts in October 2022.
Vermont Yankee was a General Electric BWR-4 reactor with a Mark I containment that had a nominal power generation of 500 megawatts that was uprated to 620 megawatts in 2006. Operation of the plant began in 1972. VY officially shut down and transitioned to SAFSTOR conditions in December 2014. Apart from the fuel assemblies, which were relocated to the used fuel pool during transition, the reactor was left essentially intact and complete with nearly all RVI components in place within the vessel and the RV closure head and drywell dome installed. At the time of operation, Vermont Yankee was the largest electricity generation plant in the state of Vermont.

Fig. 1. Vermont Yankee Nuclear Power Station
VY was built alongside the Connecticut River in Vernon, VT, USA (see Fig. 1). The nearby river was used as the cooling source for the reactor. Access to the site was limited to road and rail freight. Transportation of materials via barge or boat along the river was not possible, as it is dammed immediately downstream of the station by an operating hydroelectric plant. This limited site access to the entrance road or site rail tracks. Equipment and waste were transported via both commercial road and railway, with railway being the chosen method for most RV and RVI waste disposal shipments.
A key driver in the segmentation and packaging strategy implemented for VY was the limitation of the railway, particularly in terms of the maximum size of disposal containers or cask which could fit on a railcar and maximum height and weight parameters. Since nearly all waste had to fit into packages that met rail-based requirements, component removal and downsizing was optimized to fit the components into the largest packaging possible. Fig. 2 below displays the MP197HB Transportation Cask with a loaded RWC after arriving from the VY site to Waste Control Specialists, LLC (WCS) in Texas via rail transport.

Fig. 2. Loaded Radwaste Canister Transport
Key Considerations
The following key considerations and goals drove the selection of waste container, segmentation, and packaging arrangement for the RV/RVI components:
Segmentation Strategy Considerations
Packaging Strategy Considerations
The strategy to decommission the Vermont Yankee RV and RVI followed full segmentation with multiple waste paths driven by individual component radionuclide inventory. The following were key drivers for the segmentation and packaging of VY components:
Waste and Packaging Summary
Segmentation and packaging activities created two definitive waste streams: 1.) non-shippable elevated low-level radioactive waste (GTCC) that was segmented and packaged in a HOLTEC canister for storage at the site’s ISFSI, 2.) shippable low-level waste (Class A, B, and C) that was segmented and packaged in Orano Transnuclear, LLC (OTN) Radioactive Waste Canisters (RWCs), industry standard waste liners, or directly into shippable IP-2 rated custom boxes. These loaded liners were then shipped to WCS in Texas for near-surface radioactive waste disposal using an OTN MP197HB transport cask, WCS 14-170 cask, ATS-215 cask with and without shield rings, or custom boxes. The use and shipment of OTN’s RWCs within the MP197HB cask was the first-ever commercial use of this technology for any disposal activities, not strictly decommissioning. Custom boxes were used for some low activated components to optimize package efficiency and meet 10 CFR 61.56 requirements. The use of custom boxes also allowed for larger LLW to require less segmentation and downsizing than would be necessary for fitting waste into smaller volume RWCs.
In summary, the following packaging options were available for disposal of radioactive waste at VY:
TABLE I, below, outlines the major components and their waste classification per 10 CFR 61.55 based on upfront activation calculations and analyses:
TABLE I. Component Waste Classification 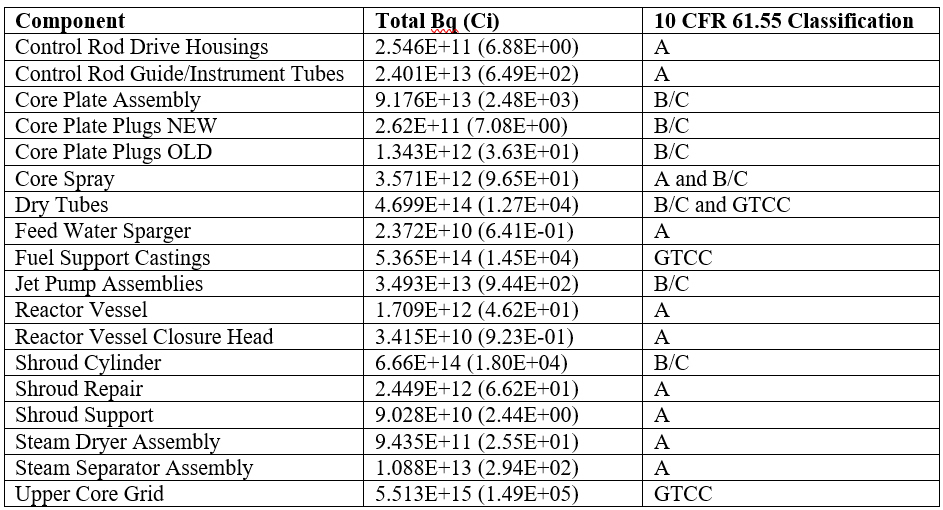
The components above were segmented, packaged, and removed from the VY RV and RVI (see TABLE II for details). The total segment number excludes any handling holes or numerous additional cuts and pieces that were made for a variety of fieldwork reasons.
TABLE II. Component Segment Totals 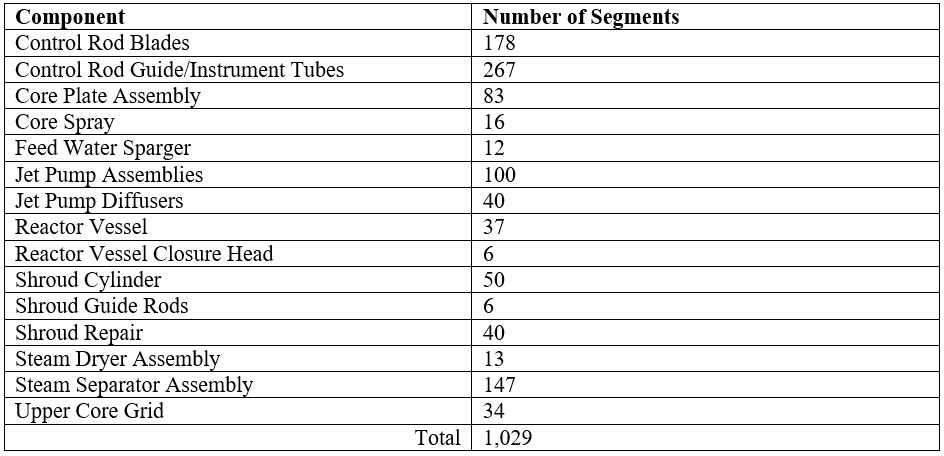
Schedule Highlights
In total, the segmentation, packaging, and disposal of the RV and RVI components lasted from April 30, 2019, to October 27, 2022. This totaled to 913 working days, including holidays. Operations were able to continue throughout the COVID-19 pandemic that struck the country in 2020. On-site personnel were persistent in their duties, diligently applied appropriate preventative measures, and continued to persevere even through some of the most unfavorable conditions.
The Reactor Vessel Closure Head was segmented utilizing a Diamond Wire Saw (DWS) as the primary cutting technology. Cuts were completed in air on the RVCH after applying a contamination fixative and welding guide plates to assist in the orientation and start of the cuts. By selecting cut locations that allowed efficient packing, the entire RVCH was packaged in a single custom box. This saved considerable transportation and disposal costs.
Reactor Vessel Internals Segmentation and Disposal
Lower activity components, including control rod guide tubes, feedwater and core spray headers, jet pump diffusers, and the steam dryer were removed, packaged, and shipped in various container types. The smaller, higher activity components were segmented and packaged underwater and shipped via RWCs or smaller commercial casks.
The control rod guide tubes were unlatched from the thermal sleeves from above rather than from under vessel, an innovative approach that is unusual compared to typical removal operations. The tubes were then cut and packaged in a manner which optimized project schedule and disposal costs. A combination of commercial off-the-shelf (COTS) cutting tools and custom-designed cutting solutions were used for segmentation activities. One of the novel cutting technologies utilized for segmentation of the jet pump diffusers was the application of an outer diameter, taper mounted split frame cutter (lathe) with an integrated handling feature to allow for quick, repeatable operations.
The steam dryer (see Fig. 3 below) was packaged into custom boxes to minimize the cutting required while maintaining standard rail shipments. This component was segmented in dry conditions utilizing a DWS. The dryer cartridges were left in place and no internal stabilization (grouting) was required. This is a significant achievement of the project as it is the first BWR steam dryer to be segmented in this manner in the United States.

Fig. 3. Steam Dryer Removed from Reactor Vessel in Air
Higher activity components, including the steam separator assembly, lower core plate, core shroud, and jet pumps, were all segmented and packaged underwater. An underwater DWS process was used to segment the steam separator assembly into four intact quarters. Using DWS technology allowed for the precision necessary for efficient segmentation and shipment of the steam cyclones via custom boxes.
Abrasive Water Jet (AWJ) cutting, was used as the primary cutting tool for the remainder of the higher activity components to support efficient packaging. A remotely positioned and controlled abrasive water jet system was used to segment the majority of the higher activity RVI components. This system was selected primarily based on its ability to cut precisely through a variety of materials with low reaction forces and in areas that would challenge other technologies. The use of AWJ cutting supported dense, highly efficient packing within the RWC system. Two first-of-a-kind motion control systems were used to mobilize the cutting nozzle, including one technology sited directly within the RV.
The OTN RWC system was used for both high-activity Class A and Class B/C waste. GTCC waste, primarily including the upper core grid, fuel support castings, and instrumentation and guide tubes, was removed, downsized, and packaged in a HOLTEC NFWC. The use of AWJ cutting facilitated dense and efficient packing of segments into only a single NFWC.
Reactor Vessel Segmentation and Disposal
Preparation for removal of the Reactor Vessel required severing the RV nozzles. This work utilized COTS split frame cutters that were adjusted to meet the unique needs of the project, specifically for cutting the large diameter inlet nozzles (N1s) located at the lower level of the vessel. This was an innovative application in terms of pipe diameter, depth of cut, and deployment location (restricted access), which posed unique challenges to the use of standard equipment for nuclear decommissioning activities. Split frame cutters were remotely operated and monitored, while other supplemental, hands-on traditional mechanical cutting and grinding tools were used to sever small-diameter nozzles.
Segmentation of the RV itself was completed utilizing a custom circular saw system in conjunction with a custom oxy-fuel thermal cutting system. The circular saw system included an integrated drilling system (for the creation of handling holes), circular saw system, and lifting mechanism to segment and remove the RV in rings. This tool made horizontal cuts to segment and remove the bulk of the RV in five rings. The horizontal segmentation work was completed in parallel with the final vertical segmentation and downsizing that occurred on the Refuel Floor utilizing an oxy-fuel thermal cutting system and off-gas collection system. Parallelization of this work allowed for rapid completion and significantly eased crane work. It also minimized the effort required to strip off RV insulation and increased cut accuracy by permitting direct observation of vertical cut locations.
The RV bottom dome, or lower portion of the RV, was fully segmented using Diamond Wire Saw. Horizontal DWS operations were performed within the Drywell to free the RV bottom dome and allow it to be lifted to the Refuel Floor. This horizontal cut was performed by passing diamond wire through drilled holes in the bioshield wall and cutting tangent to the RV bottom dome, through the vessel skirt and attached control rod drive penetrations and instrumentation in a single evolution. Final vertical segmentation of the RV bottom dome was completed on the refuel floor using two DWSs in parallel.
Several custom boxes were used for packaging the entirety of the Reactor Vessel to be transported to WCS via standard rail transport. Activity levels of different segments of the RV led to purpose-design of each of the custom waste packages to meet the criteria required by laws and regulations.
Segmentation, packaging, and shipment of the VY reactor vessel was completed safely with relative ease and speed, and the total RV operations lasted approximately five and a half months. The view looking upwards into the empty RV cavity, with an array of severed nozzles is displayed in Fig. 4 below.

Fig. 4. Empty Reactor Vessel Cavity
Through ODS’s innovative use of tools, cutting techniques, and engineered waste packaging, Vermont Yankee’s accelerated full segmentation project was complete.

Fig. 5. MP197HB Transport Cask
Vermont Yankee website
Mark Criscione, John Mayer, Thaddaeus Zuber
Orano DS, LLC
PRESENTED
March 1, 2023
Waste Management Symposia
ABSTRACT
Late in 2022, Orano Decommissioning Services LLC (ODS) completed the full segmentation, packaging, and disposal of the Reactor Vessel (RV) and RV Internals (RVI) at the Vermont Yankee Nuclear Power Station (VY), a GE BWR-4 design, 620 MWe commercial nuclear power plant. The accelerated decommissioning project was completed in less than 4 years with more than 270,000 continuous safe work hours. This project represented the first full segmentation decommissioning of a commercial-scale boiling water reactor in the U.S. and presented the opportunity to demonstrate several First-of-a Kind technologies.
The VY decommissioning project execution involved the full segmentation of the RV and RVI components as opposed to removal of the vessel while relatively intact. The full segmentation method was chosen early in project planning due primarily to the size of the RV and the limited locally accessible transportation infrastructure.
Segmentation was accomplished utilizing a variety of technologies selected to best meet the challenges presented by reactor geometry, packaging plans, and operating environment. Segmentation was completed within both dry and underwater environments, and typically in a remote fashion to achieve As Low As Reasonably Achievable (ALARA) dose rates to on-site staff.
Segmentation of the RV Closure Head, select upper RVI components, and the RV Bottom Dome required long, straight cuts through complex geometries, including cuts across the full diameter of the RV. These cuts were efficiently
accomplished using Diamond Wire Sawing (DWS), which provided a number of advantages including remote operation in both dry and underwater environments.The steam dryer was segmented in dry conditions utilizing DWS. The dryer cartridges were left in place and no internal stabilization (grouting) was required. This is a significant achievement of the project as it is the first BWR steam dryer to be segmented in this manner in the United States.
A remotely operated abrasive water jet (AWJ) cutting system was used to segment the majority of the higher activity RVI components. This system was selected primarily based on its ability to cut precisely through a variety of materials with low reaction forces and in areas that would challenge other technologies. The use of AWJ cutting supported dense, highly efficient packing within the RWC system.
The majority of the RV was segmented using a combination of a large, purpose-built circular saw with integrated lifting capabilities and a stationary thermal cutting system.
High activity LLW, including Class B/C and high activity Class A, was packaged and shipped using the new Orano Transnuclear (OTN) Radioactive Waste Canister (RWC) system. This system is based on the highly successful NUHOMS® fuel storage system and utilizes many of the original system components with the addition of a purpose-designed waste storage liner. The RWC’s relatively large usable waste volume helped minimize the number of cuts required to support efficient packaging.
The RV, RV Closure Head, and portions of the upper RV Internals components were lower activity Class A waste and thereby packaged into very large custom boxes, designed to maximize disposal volume while remaining within the size envelope required by the rail carrier. This large volume disposal method allowed the project to minimize the segmentation required to dispose of these components.
Several RWCs were used to package Class A, B,
and C waste. OTN had designed and fabricated an MP197HB
dual-purpose transport cask for commercial use prior to work starting at Vermont Yankee. This was the first time this transport cask had been used, and it transported seven loaded RWCs from Vermont to WCS in West Texas via railway safely and efficiently.
Standard commercial waste transport containers (ATS-215, 14-170, Supersacks, 200L Drums) were used to package and transport the remaining segmented wastes. Greater than Class C (GTCC) wastes were packaged into the legacy vertical storage system and placed onto the existing Independent Spent Fuel Storage Installation (ISFSI) pad.
INTRODUCTION
In June 2017, Orano Decommissioning Services, LLC (ODS) was contracted by NorthStar Nuclear Decommissioning Company, LLC (NorthStar, NS) to provide tools, equipment, engineering services, operations, and supervision to plan and execute the segmentation and disposal of the Vermont Yankee Nuclear Power Station (VY) Reactor Vessel (RV), including the Reactor Vessel Closure Head (RVCH) and Reactor Vessel Internals (RVI). The project demonstrated several innovations in nuclear decommissioning as well as the introduction and use of various first-of-a-kind technologies.The project initiation phase was completed in August 2017 and established a high-level, full segmentation plan. Subsequently, the engineering and design phase focused on developing a refined and complete segmentation and packaging strategy, including the identification of waste streams and disposal containers, the design and specification of necessary segmentation and packaging equipment, and the development of detailed work execution procedures. ODS started site mobilization activities in February 2019, including initial major equipment delivery and setup, establishment of work and storage areas, and necessary infrastructure commissioning after operations to remove all remaining used fuel from the reactor building were completed.
Project performance began in June 2019 with the segmentation of the first major component, the RV Closure Head, and transitioned directly into RVI segmentation and disposal. RVI efforts finished in September of 2021, and RV segmentation completed in August of 2022. During this process, GTCC waste had been stored in the used fuel pool. During the final phase of the project, GTCC waste was placed in a HOLTEC Non-Fuel Waste Canister (NFWC) and transferred to the site’s Independent Spent Fuel Storage Installation (ISFSI) pad, thus completing the RV / RVI segmentation and removal efforts in October 2022.
DISCUSSION
BackgroundVermont Yankee was a General Electric BWR-4 reactor with a Mark I containment that had a nominal power generation of 500 megawatts that was uprated to 620 megawatts in 2006. Operation of the plant began in 1972. VY officially shut down and transitioned to SAFSTOR conditions in December 2014. Apart from the fuel assemblies, which were relocated to the used fuel pool during transition, the reactor was left essentially intact and complete with nearly all RVI components in place within the vessel and the RV closure head and drywell dome installed. At the time of operation, Vermont Yankee was the largest electricity generation plant in the state of Vermont.
VY was built alongside the Connecticut River in Vernon, VT, USA (see Fig. 1). The nearby river was used as the cooling source for the reactor. Access to the site was limited to road and rail freight. Transportation of materials via barge or boat along the river was not possible, as it is dammed immediately downstream of the station by an operating hydroelectric plant. This limited site access to the entrance road or site rail tracks. Equipment and waste were transported via both commercial road and railway, with railway being the chosen method for most RV and RVI waste disposal shipments.
A key driver in the segmentation and packaging strategy implemented for VY was the limitation of the railway, particularly in terms of the maximum size of disposal containers or cask which could fit on a railcar and maximum height and weight parameters. Since nearly all waste had to fit into packages that met rail-based requirements, component removal and downsizing was optimized to fit the components into the largest packaging possible. Fig. 2 below displays the MP197HB Transportation Cask with a loaded RWC after arriving from the VY site to Waste Control Specialists, LLC (WCS) in Texas via rail transport.
Key Considerations
The following key considerations and goals drove the selection of waste container, segmentation, and packaging arrangement for the RV/RVI components:
Segmentation Strategy Considerations
- Minimize the number of segmentation cuts by, for example, cutting and packaging large sections of components wherever practical.
- Optimize cut locations for components to be packaged in custom boxes based on the need to meet the following restraints:
- Utilize package volume boundaries to ensure compliance with standard railcar shipping requirements.
- Reactor Building (RB) Crane Capacity of 110 Tons.
- Optimize cut locations for components to be packaged in RWC and transported by MP197HB cask based on the need to meet the following restraints:
- Utilize package volume boundaries to ensure segment fit in a RWC.
- Maximum dry working load limit in RWC is 46,367 kg (102,222 lb.), the RWC weight combined with the payload weight.
Packaging Strategy Considerations
- Optimize the packaging of RVI segments to maintain, or better, the ten (10) MP197HB Cask shipment target.
- Optimize the procurement cost of custom boxes using, for example, a consistent lid closure mechanism, as much as practical.
- Minimize the amount of component/segment manipulation as much as possible by, for example, lifting and placing each cut section directly into the disposal containers as they would appear in their original orientation in the RV.
- Minimize overall project cost through a balance of work effort (schedule/manhours), segmentation equipment, and package and disposal means.
The strategy to decommission the Vermont Yankee RV and RVI followed full segmentation with multiple waste paths driven by individual component radionuclide inventory. The following were key drivers for the segmentation and packaging of VY components:
- Minimize cuts/maximize size of very low activity components.
- Minimize the overall volume of higher activity (Class B/C) waste segments, and minimize the number of Class B/C containing RWCs.
- Minimize overall number of RWCs / disposal packages and prefer lower cost options where practical.
Waste and Packaging Summary
Segmentation and packaging activities created two definitive waste streams: 1.) non-shippable elevated low-level radioactive waste (GTCC) that was segmented and packaged in a HOLTEC canister for storage at the site’s ISFSI, 2.) shippable low-level waste (Class A, B, and C) that was segmented and packaged in Orano Transnuclear, LLC (OTN) Radioactive Waste Canisters (RWCs), industry standard waste liners, or directly into shippable IP-2 rated custom boxes. These loaded liners were then shipped to WCS in Texas for near-surface radioactive waste disposal using an OTN MP197HB transport cask, WCS 14-170 cask, ATS-215 cask with and without shield rings, or custom boxes. The use and shipment of OTN’s RWCs within the MP197HB cask was the first-ever commercial use of this technology for any disposal activities, not strictly decommissioning. Custom boxes were used for some low activated components to optimize package efficiency and meet 10 CFR 61.56 requirements. The use of custom boxes also allowed for larger LLW to require less segmentation and downsizing than would be necessary for fitting waste into smaller volume RWCs.
In summary, the following packaging options were available for disposal of radioactive waste at VY:
- RWC-DD Canisters
RWCs specifically designed for decommissioning disposal are large stainless-steel cylinders designed to contain irradiated metal and fit into the MP197HB cask for transport. The RWC dimensions are uniform at 1.71 m OD x 4.98 m H (67.25” OD x 196” H). The RWC waste contents are primarily stainless steel, dewatered, and stabilized with bracing or by other means, and ranged radiologically from Class A to Class C based on the waste characterization (both activation and surface contamination). The relatively large volume of the RWCs, as compared to other commercially available options in the U.S., allowed many segmented components to be packaged in the canister with a focus on the minimization of volume of unused space. The RWC system is based on the highly successful NUHOMS® fuel storage system and utilizes many of the original system components with the addition of a purpose-designed waste storage liner. - Custom Boxes
Individual boxes were custom designed and fabricated in accordance with regulatory requirements for IP-2 packages provided for in 49 CFR 173, Subpart Part I f, and were shipped to the disposal site via rail. The custom boxes were used to package/dispose of the reactor head, reactor vessel, steam dryer, and steam separator cyclones internals. The waste was activated, but largely surface contaminated Class A. The overall box dimensions varied based on segment size, and wall thickness varied based on pre-project dose rate estimates and packing plans. Minimal clearance space was provided around planned segments to minimize volume while still allowing a reasonable tolerance on segmentation cuts and potentially permit additional steel shielding plates to be added if actual dose rates exceeded estimates. To stabilize the segments in the custom boxes for transportation, an aerated concrete grout material was used to fill void spaces within the boxes prior to shipment. Initial assumptions made for radiological levels of components were accurate, resulting in no additional shielding necessary for custom boxes to meet dose requirements. - Commercial Liners
The 14-170 Cask with associated liner was used for process and secondary wastes (Trinuke filters). Also, the ATS-215 Cask with associated liners were used for primary irradiated hardware and process/secondary wastes (abrasive media and Trinuke filters). These wastes were collected in commercial liners for shipment to WCS as either Class A, B, or C wastes. - Standard Containers
Standard containers included supersacks, drums, B-25 boxes, and Sealand containers. These containers were typically filled with low level contaminated equipment. The Sealand containers could also contain bulk Exempt wastes or wastes for processing at an off-site processor.
TABLE I, below, outlines the major components and their waste classification per 10 CFR 61.55 based on upfront activation calculations and analyses:
The components above were segmented, packaged, and removed from the VY RV and RVI (see TABLE II for details). The total segment number excludes any handling holes or numerous additional cuts and pieces that were made for a variety of fieldwork reasons.
Schedule Highlights
In total, the segmentation, packaging, and disposal of the RV and RVI components lasted from April 30, 2019, to October 27, 2022. This totaled to 913 working days, including holidays. Operations were able to continue throughout the COVID-19 pandemic that struck the country in 2020. On-site personnel were persistent in their duties, diligently applied appropriate preventative measures, and continued to persevere even through some of the most unfavorable conditions.
METHODS
Reactor Vessel Closure Head Segmentation and DisposalThe Reactor Vessel Closure Head was segmented utilizing a Diamond Wire Saw (DWS) as the primary cutting technology. Cuts were completed in air on the RVCH after applying a contamination fixative and welding guide plates to assist in the orientation and start of the cuts. By selecting cut locations that allowed efficient packing, the entire RVCH was packaged in a single custom box. This saved considerable transportation and disposal costs.
Reactor Vessel Internals Segmentation and Disposal
Lower activity components, including control rod guide tubes, feedwater and core spray headers, jet pump diffusers, and the steam dryer were removed, packaged, and shipped in various container types. The smaller, higher activity components were segmented and packaged underwater and shipped via RWCs or smaller commercial casks.
The control rod guide tubes were unlatched from the thermal sleeves from above rather than from under vessel, an innovative approach that is unusual compared to typical removal operations. The tubes were then cut and packaged in a manner which optimized project schedule and disposal costs. A combination of commercial off-the-shelf (COTS) cutting tools and custom-designed cutting solutions were used for segmentation activities. One of the novel cutting technologies utilized for segmentation of the jet pump diffusers was the application of an outer diameter, taper mounted split frame cutter (lathe) with an integrated handling feature to allow for quick, repeatable operations.
The steam dryer (see Fig. 3 below) was packaged into custom boxes to minimize the cutting required while maintaining standard rail shipments. This component was segmented in dry conditions utilizing a DWS. The dryer cartridges were left in place and no internal stabilization (grouting) was required. This is a significant achievement of the project as it is the first BWR steam dryer to be segmented in this manner in the United States.
Higher activity components, including the steam separator assembly, lower core plate, core shroud, and jet pumps, were all segmented and packaged underwater. An underwater DWS process was used to segment the steam separator assembly into four intact quarters. Using DWS technology allowed for the precision necessary for efficient segmentation and shipment of the steam cyclones via custom boxes.
Abrasive Water Jet (AWJ) cutting, was used as the primary cutting tool for the remainder of the higher activity components to support efficient packaging. A remotely positioned and controlled abrasive water jet system was used to segment the majority of the higher activity RVI components. This system was selected primarily based on its ability to cut precisely through a variety of materials with low reaction forces and in areas that would challenge other technologies. The use of AWJ cutting supported dense, highly efficient packing within the RWC system. Two first-of-a-kind motion control systems were used to mobilize the cutting nozzle, including one technology sited directly within the RV.
The OTN RWC system was used for both high-activity Class A and Class B/C waste. GTCC waste, primarily including the upper core grid, fuel support castings, and instrumentation and guide tubes, was removed, downsized, and packaged in a HOLTEC NFWC. The use of AWJ cutting facilitated dense and efficient packing of segments into only a single NFWC.
Reactor Vessel Segmentation and Disposal
Preparation for removal of the Reactor Vessel required severing the RV nozzles. This work utilized COTS split frame cutters that were adjusted to meet the unique needs of the project, specifically for cutting the large diameter inlet nozzles (N1s) located at the lower level of the vessel. This was an innovative application in terms of pipe diameter, depth of cut, and deployment location (restricted access), which posed unique challenges to the use of standard equipment for nuclear decommissioning activities. Split frame cutters were remotely operated and monitored, while other supplemental, hands-on traditional mechanical cutting and grinding tools were used to sever small-diameter nozzles.
Segmentation of the RV itself was completed utilizing a custom circular saw system in conjunction with a custom oxy-fuel thermal cutting system. The circular saw system included an integrated drilling system (for the creation of handling holes), circular saw system, and lifting mechanism to segment and remove the RV in rings. This tool made horizontal cuts to segment and remove the bulk of the RV in five rings. The horizontal segmentation work was completed in parallel with the final vertical segmentation and downsizing that occurred on the Refuel Floor utilizing an oxy-fuel thermal cutting system and off-gas collection system. Parallelization of this work allowed for rapid completion and significantly eased crane work. It also minimized the effort required to strip off RV insulation and increased cut accuracy by permitting direct observation of vertical cut locations.
The RV bottom dome, or lower portion of the RV, was fully segmented using Diamond Wire Saw. Horizontal DWS operations were performed within the Drywell to free the RV bottom dome and allow it to be lifted to the Refuel Floor. This horizontal cut was performed by passing diamond wire through drilled holes in the bioshield wall and cutting tangent to the RV bottom dome, through the vessel skirt and attached control rod drive penetrations and instrumentation in a single evolution. Final vertical segmentation of the RV bottom dome was completed on the refuel floor using two DWSs in parallel.
Several custom boxes were used for packaging the entirety of the Reactor Vessel to be transported to WCS via standard rail transport. Activity levels of different segments of the RV led to purpose-design of each of the custom waste packages to meet the criteria required by laws and regulations.
Segmentation, packaging, and shipment of the VY reactor vessel was completed safely with relative ease and speed, and the total RV operations lasted approximately five and a half months. The view looking upwards into the empty RV cavity, with an array of severed nozzles is displayed in Fig. 4 below.
Through ODS’s innovative use of tools, cutting techniques, and engineered waste packaging, Vermont Yankee’s accelerated full segmentation project was complete.
CONCLUSIONS
Project Highlights- First Full Segmentation Decommissioning of Commercial-Scale BWR in U.S.
The completion of the Vermont Yankee project represented the first full segmentation decommissioning of a commercial scale Boiling Water Reactor in the United States. Other BWRs have been decommissioned in the past (Big Rock Point, Humboldt Bay 3, Shoreham), but they were either never placed in operation or were not commercial size. The full segmentation decommissioning of the VY RV / RVI will set a basis for BWR decommissioning in the future, especially as more reactors approach their end of life. - Dry Segmentation of RV Closure Head and Steam Dryer
Typically, the RV Closure Head is transferred and transported as one piece. This component is periodically removed from the reactor during fuel changeover. During the decommissioning of VY, the RVCH was segmented into six segments and packaged in a single custom box for shipping. This reduced the overall dimensions of the RVCH so that it could be transported by standard railcar and substantially reduced disposal volume and cost.
This project marked the first ever dry segmentation of a steam dryer used in a U.S. nuclear reactor. Prior to the decommissioning of VY, steam dryers from U.S. BWRs have been segmented underwater to assist with shielding radioactivity. Low dose exposure was accomplished during the dry segmentation of the steam dryer by using remote DWS operation and minimizing direct interaction with the steam dryer. - Waste Packages Planned vs. Waste Packages Used
The original waste packaging plan had expected 90 waste packages to be loaded and shipped to WCS for the RV and RVI. At the end of the project, only 38 waste packages were loaded and shipped to WCS, excluding secondary waste packages. Opportunities as well as optimizations in the segmentation and packaging strategy allowed for this significant decrease in the number of waste packages used. In total, seventeen (17) custom boxes, seven (7) Radwaste Canisters, and thirteen (13) ATS-215 Casks were used to package and ship LLW off-site, plus one (1) HOLTEC NFWC to store GTCC on-site. - First Use of MP197HB Transport Cask
Several RWCs were used to package Class A, B, and C waste. OTN had designed and fabricated a MP197HB Transport Cask, shown below in Fig. 5, for commercial use prior to work starting at VY. This was the first time this transport cask had been used, and it transported seven loaded RWCs from Vermont to WCS in West Texas via railway safely and efficiently.
RESOURCES
VIDEO: Vermont Yankee transport of low-level decommissioning waste for disposalVermont Yankee website
>> Return to Orano White Papers